
News

Blog
OUR LATEST NEWS
In our blog, we regularly report on interesting facts about KEB Automation, customer solutions and new products. Our news allows you to immerse yourself in interesting subjects and find out first-hand about current trends in the area of drive and automation technology.
Find out KEB Automation’s news quickly and easily. Subscribe to our RSS news and you will receive the latest announcements automatically and promptly – even if you haven’t opened the KEB website. All you need is an application or a program that can display RSS feeds: https://keb-automation.com/blog.recent.xml
Training,
Webseminars
How to...: The Digital Outputs of the COMBIVERT F6/S6 Drives [GER with EN subtitles]







Video,
Webseminars
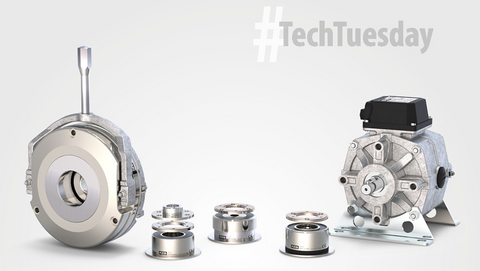
Safety first: What brakes have to perform in intralogistics [GER with EN subtitles]



Video,
Webseminars
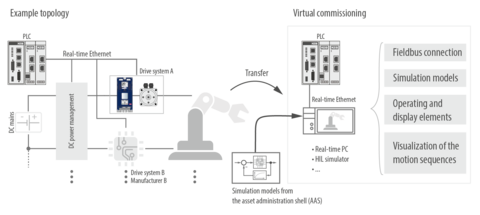
Simulation models – the “turbo” for commissioning





News,
Video
KEB Automation launches online service portal

News,
Video
New HMI management system HELIO presented




















News,
Video
Commissioning time reduced by up to 90 percent

Video,
Webseminars
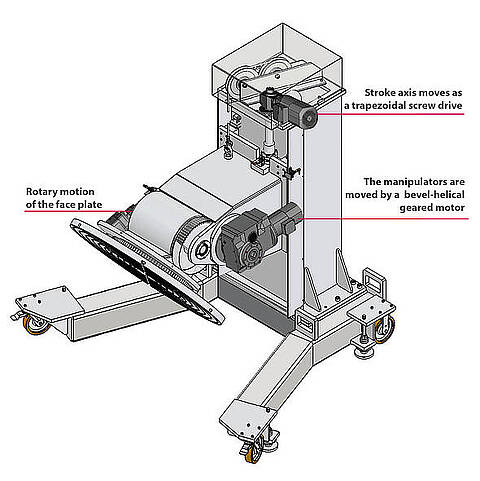
Material Handling: How to move and lift properly


Webseminars
Wind turbines

Video,
Webseminars
Brake innovations for your servo motor: more torque, less remanence [Language: GER]

Video,
Webseminars
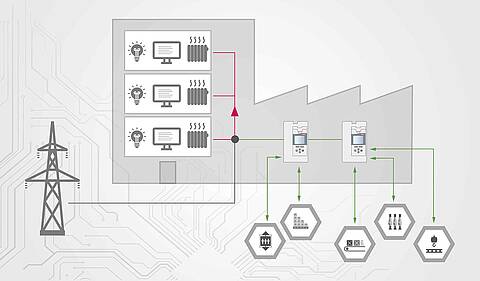
Saving in the DC network: How to reuse energy in the system [Language: GER]

Video,
Webseminars
Not science fiction

Webseminars
TwinCat & Co.
News,
Video
900 sachets per minute with KEB system solution


News,
Video
Everything under control in process technology

News,
Video
How safety gets into robots

News,
Video
Drive controller for less heat loss


News,
Video
Product premiere: Embedded control C6 COMPACT 3


Video,
Webseminars
Servo Drives and Drive Controller

News,
Video
Lower rejects through optimised press







Video,
Webseminars
Increase the efficiency of your food and packaging machines [Language: GER]



Webseminars
Medical meets magnet technology



News,
Video
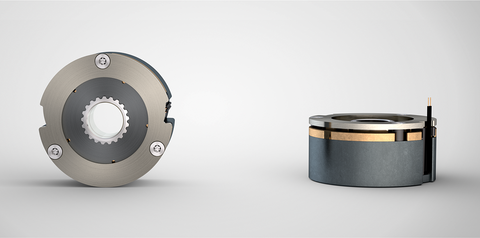
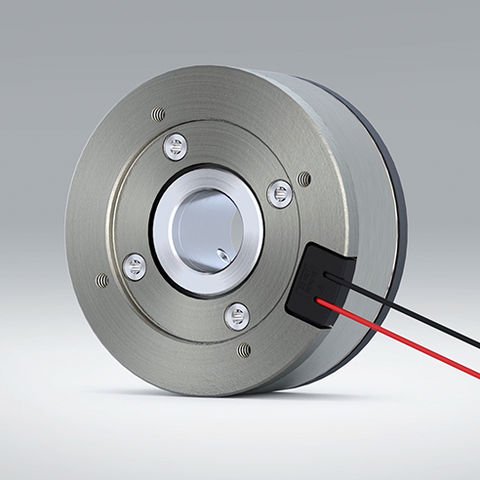
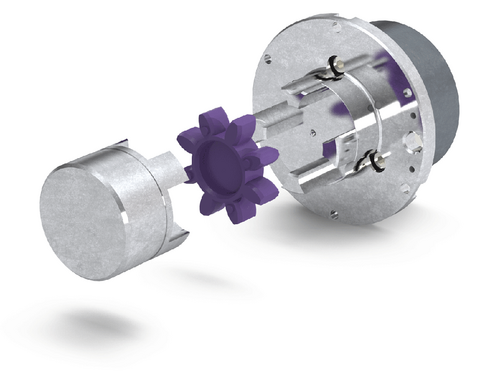
The clutch: air gap adjustment made easy










News,
Video
More than a repair: KEB renews warranty


News
We stay cool

News,
Video
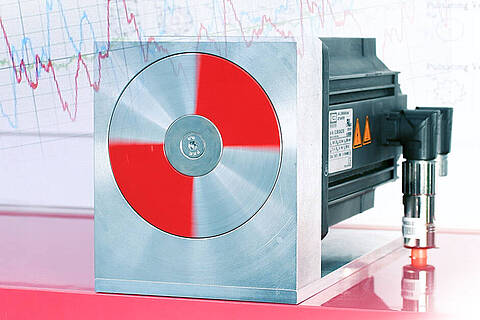
Identifying problems before they occur



News,
Video
Recycling machines: Use under harsh conditions



Video,
Webseminars
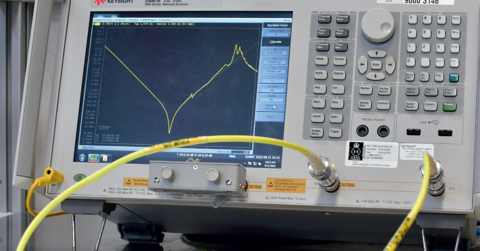
Future-proof speed evalutation
Video,
Webseminars
Safe speed evaluation
Webseminars
The Servo Pump
News,
Video
Lowest Speeds – High Torque




Video,
Webseminars
Via app and Bluetooth adapter in the drive controller




Webseminars
The motor and gear as you need it

News,
Video
Frequency inverter with extended power range

News,
Video
Automation – synchronized in every step

Training,
Webseminars
Recipe management made easy



News,
Video
A servo drive flies with Zeppelin


Webseminars
How AC/DC rocks your electric vehicle
Webseminars
Supply/Regeneration systems



Webseminars
Driving the Synchronous Reluctance Motor

Webseminars
Ready for High-Power Wind Turbines

News,
Video
High performance: The future of wind turbines



Training,
Video
Briefly explained
Webseminars
Remote maintenance with COMBIVIS connect


Video,
Webseminars
Ecodesign and drive controller

Video,
Webseminars
The Powerbox Eco

News,
Video
Via remote maintenance into the machine

Training
Starting up the drive system


News,
Video
Bus retrofit as a sustainable solution
Video,
Webseminars
Electromobility in commercial vehicles

Video,
Webseminars
Application and Servo Drives

Video,
Webseminars
How to plan your Drive System energy-efficiently
Video,
Webseminars
The brake - Intelligent, energy-saving and bistable
Video,
Webseminars
Best practise in programming with IEC 61131-3
News,
Video
With digital twin into condition monitoring
Video,
Webseminars
The high-end CNC soulution in practice



News
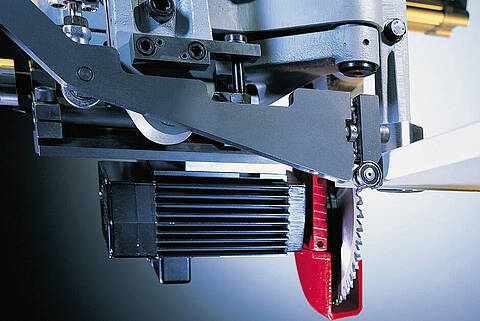
A brake shows teeth
No blog posts
This list contains no blog posts.
This list contains no blog posts.
Categories
DO YOU HAVE ANY QUESTIONS? WE WILL BE HAPPY TO HELP YOU!
Simply send us a message via our contact form.
Contact us now